在科捷智能科技股份有限公司生产车间内,一台交叉带分拣机正高速运转,载着各式包裹的分拣小车沿着环形轨道精准穿梭,不到1秒钟就能完成一件包裹的识别与分拣。旁边的智能仓储示范区里,40米高的堆垛机如钢铁巨人般上下起落,将货物精准送入货架,而龙门机器人则与AGV(自动导向车)默契配合,实现物料的无缝转运。这些高效运转的智能装备,正是科捷智能深耕物流与制造业自动化领域的成果。 作为聚焦智能物流和智能制造解决方案的国家高新技术企业,位于青岛高新区的科捷智能核心产品交叉带分拣机和摆轮分拣机、堆垛机等产品已经成为智能仓储领域的关键装备。企业以自动化、数字化、智能化技术赋能产业升级,并围绕国际化、模块化、标准化、数字化的“四化”战略全面布局,力争成为全球智能装备领域的领军企业。 破解痛点 在电商与快递行业爆发式增长的背后,分拣环节曾长期面临“人工天花板”的制约。传统人工分拣不仅效率低,还存在差错率高的问题,每逢“618”“双11”等高峰期,海量包裹更让分拣中心不堪重负。科捷智能敏锐捕捉到这一行业痛点,率先推出交叉带分拣机与摆轮分拣机产品,用自动化解决方案打破人工局限。 “这些设备能实现每小时2万件以上的分拣效率,差错率控制在万分之一以下,还能24小时连续运转。”科捷智能研发总监孙袁介绍,这两款设备能够完全替代传统人工分拣,大幅提升作业效率。“在物流高峰期,每台设备每小时可处理数万件包裹,相当于数十名工人的工作量,高峰期单日处理量突破百万件,破解了‘爆仓’难题。” 技术跃升不会一蹴而就。孙袁介绍,在摆轮分拣机的研发过程中,分拣效率不稳定是制约技术突破的关键因素。研发团队经过多次测试,发现摆轮的卡件和货物失速是影响分拣效果的重要原因,保证摆轮运输平面的精度和缝隙的一致性、减少空白区域非常关键。“基于此,我们对支架和圆盖冲压开模,保证了核心零部件的加工和组装精度,将轮子和圆盖缝隙稳定在1毫米至1.5毫米之间,满足大批量使用时设备的稳定性;对于效率问题,团队制定了单个伺服电机控制单排模组的方案,研发出7200PPH(每小时产能)效率的超高速摆轮分拣机,突破了摆轮分拣的效率极限。”孙袁说。 速度显著提升的同时,错分率也随之上升。“针对这一问题,我们组建了专项研发组,通过算法优化及引入知名企业的漏缆通信技术,确保主控PLC(可编程逻辑控制器)与车载PLC的实时数据交互,使响应时间小于10毫秒,丢包率小于万分之一,有效解决了速度提升带来的错分风险。”孙袁说。 科捷智能的产品始终以行业需求为导向。在快递、电商领域,交叉带分拣机和摆轮分拣机应用广泛,而在制造业智能仓储领域,堆垛机、多层穿梭车、托盘四向车与龙门机器人也成为众多企业智能化改造的首选装备。 突破瓶颈 堆垛机作为智能仓储的核心设备,立柱长度能直接决定仓储高度与空间利用率,但当长度增至40米时,焊接变形问题会成为瓶颈——焊接热输入引发的累积变形呈指数级放大,导轨直线度与平行度难以满足≤0.2毫米/米、≤0.25毫米/米的标准,将严重影响堆垛机的性能和稳定性。 “当时整个团队压力很大,40米级立柱的焊接精度直接关系到超高仓储的安全性。我们组建了20多人的专项团队,下定决心要啃下这块‘硬骨头’。”孙袁说,随后专项团队便开启了一年的技术攻坚,最终成功研发出国内40米级双立柱重载高位堆垛机,使超高密度智能仓储成为可能。如今,该技术已应用于多个大型物流枢纽,帮助客户在相同面积内提升50%的存储量,彻底打破了“高度即精度瓶颈”的行业困境。 控制柜3D设计与标准化应用是企业遇到的另一项技术难题。传统模式下,控制柜设计存在器件排布随意、配线依赖经验等问题,导致错线率高、质量波动大,且过度依赖高级电装工程师,限制了规模复制。针对这一问题,科捷智能成立了由8名专业技术人员组成的专项小组,历时10个月攻克了难关。“技术突破后,普通工人按图操作就能完成配线,错线率从5%降至0.1%以下,生产效率提升了3倍。”科捷智能研发经理黄浩龙告诉记者,这一突破让控制柜生产实现标准化、规模化,为全球化交付奠定了基础。 在智能制造领域,仓储空间利用率低、产线与仓储衔接不畅等问题,曾让很多制造企业“头疼”。科捷智能基于对制造业“信息孤岛”和“执行断层”核心痛点的深刻洞察,研发出WMS(仓储管理系统)与WCS(仓库控制系统),将WMS打造为统筹管理的“智慧大脑”,负责库存优化与策略制定;将WCS打造为精准执行的“神经中枢”,负责调度堆垛机、四向车等智能设备。最终实现了WMS/WCS与MES(产线系统)的深度集成,彻底打通“仓—产”链路,使信息流与物流无缝对接。“这套由我们完全自主研发的软硬件一体化解决方案,已成为驱动仓储空间利用率提升30%、生产效率提高25%的核心引擎,为企业智能化转型提供了基础保障。”孙袁说。 拓展市场 在激烈的市场竞争中,清晰的战略布局是企业行稳致远的关键。针对交付环节长期受限于成本、效率、质量问题,科捷智能系统推进模块化战略。 以摆轮分拣机为例,通过提升内部模组及部套的通用性与互换性,快速响应多元客户需求,实现由ETO(按单设计)向 CTO(按单配置)的业务模式转型;在堆垛机领域,则从零件级通用化延伸至部套级参数化设计——轴承座、联轴器、护罩等通用件直接实现系列化定型,而立柱、横梁、导轨等关键构件依托参数化模型,显著提高了设计效率,同时质量也趋于稳定。“现在我们的标准模块可以实现70%以上的产品复用,交付周期比行业平均水平缩短30%。”黄浩龙说。 数字化战略是科捷智能实现智能化升级的核心。企业积极引入物联网、大数据等技术,打破信息壁垒,驱动企业在研发、生产、管理等环节创新改革。目前,企业的智能工厂已实现生产数据实时监控、设备远程运维等功能,生产效率提升25%,能源消耗降低18%。 国际化战略是科捷智能拓展全球市场的重要举措。目前,企业已在20多个国家和地区成功交付超1000个集成类项目,形成全球化网络。企业通过深入研究不同区域市场的需求特点,在锂电材料、轮胎制造等领域打造了多个标杆项目。“比如在东南亚的某轮胎工厂,我们的智能仓储系统帮助客户将生产周期缩短15天,仓储成本降低20%。”科捷智能供应链中心副总监孙乐乐说。 如今,科捷智能正以坚实的步伐在智能装备领域不断前行。“我们坚信,只有深耕技术、聚焦需求,才能在智能制造的浪潮中站稳脚跟。”孙乐乐说,接下来企业将继续以硬核技术为笔,在产业升级的蓝图上书写更多“中国智造”新篇章。 (文章来源:经济日报) |
1 小时前

1 小时前

1 小时前

1 小时前

1 小时前


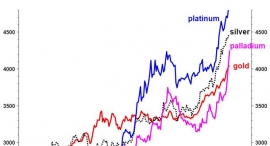
今年黄金的涨势可谓令人瞩目,但若放眼整个贵金属市场,白银和铂金其实正引领着更为广

新一期财联社“C50风向指数”结果显示,10月假期因素影响下,现金需求季节性抬升,市

北极星储能网获悉,10月1日,安徽合肥巢湖市公共停车场(位)和新能源汽车充电经营招

今年黄金的涨势可谓令人瞩目,但若放眼整个贵金属市场,白银和铂金其实正引领着更

加密货币,全线大跌! 在美国关税政策反复无常、美国联邦政府“停摆”持续的

近日,券商10月金股策略报告渐次披露,机构最新关注的月度重点标的浮出水面。整体来看

①白宫周五确认,因国会未能通过临时支出法案,美国政府正式启动史无前例的联邦裁

今天(10月11日)至13日,北方多地仍有绵绵秋雨,陕西、山西等地需警惕叠加降雨致灾。

以色列政府10日凌晨批准加沙地带停火协议第一阶段内容后,加沙地带停火协议第一阶段生

“停摆”十日特朗普政府开始裁员 雇员联合会:令人耻辱 美国联邦政府“停摆”10日进入