|
在由SMM主办的LBRI 2025SMM锂电回收产业年会上,哈尔滨工业大学 教授/博导 戴长松围绕“废旧锂离子电池回收再利用技术研究”的话题展开分享。
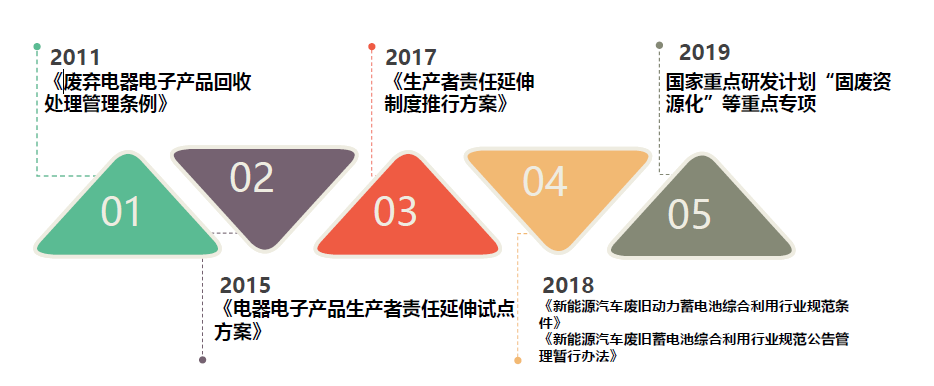
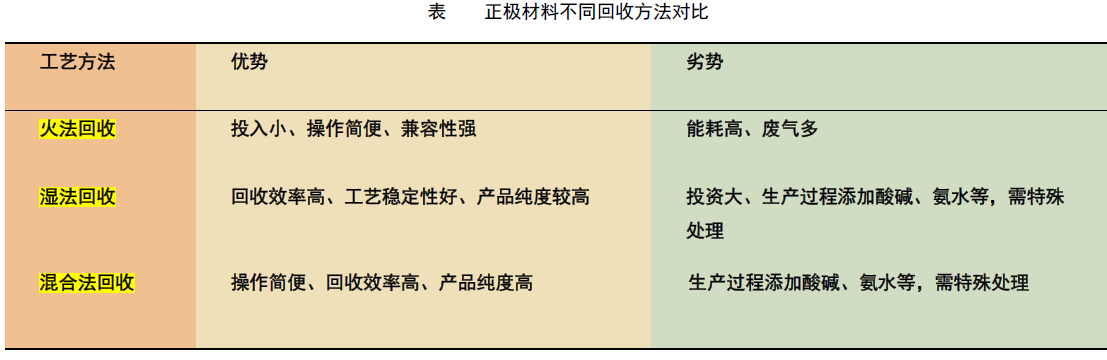
研究背景及意义 锂离子电池应用广泛,市场规模发展迅猛。 1. 锂离子电池应用广泛,有效解决能源紧缺和环境污染问题。 2. 新能源汽车及储能行业持续增长,带动动力锂电池需求快速提升。 3. 未来将产生大量的废旧锂离子电池。 废旧锂电池回收兼具环境效益和经济效益 消除重金属离子污染等安全隐患。 回收有价金属组分,具有经济性。 缓解战略金属资源紧缺的局面,促进可持续发展。 回收冶炼方式:包括火法冶金、湿法冶金以及混合再生等。 国家积极出台行业规范,开展重点专项研究
进入到2020年世界锂离子电池的产量快速增加,增量主要来自动力与储能电池的发展,到2024年我国电动车产销量近1286.6万辆,废旧锂离子电池重量超过几百万吨。 锂离子电池寿命约2-3年,8-10年,废旧电池如不回收再利用,不仅对环境造成巨大的危害,同时也是对资源的浪费,我国可开采的钴量仅为40万吨。必须进行回收再利用。 国内外废旧锂离子电池回收再利用技术发展动态 废旧锂离子电池回收技术简介
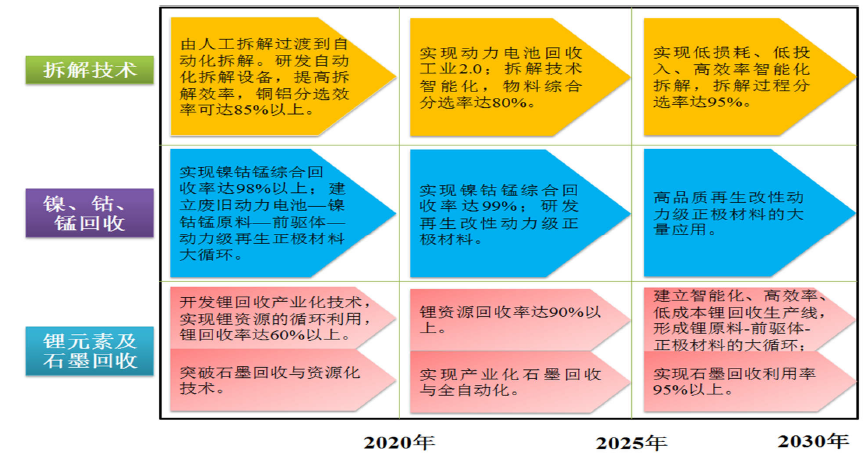
总结 (1)能将多种金属元素有效分离或者制备出有应用价值的材料的技术手段。 (2)能对电解液进行回收。 (3)回收采用规模化生产,尽量避免手工或者家庭作坊式的回收方式,否则容易造成二次污染; (4)尽量借鉴湿法冶金的工艺,减少火法的使用; (5)动力电池由于体积较大,剩余容量较多,回收时可以建立废旧锂离子动力电池的评价标准,将部分电池挑选出来,用于储能等对领域,实现废旧动力电池的梯次利用。 汽车动力电池技术路线图—关键共性技术(回收) 回收技术路线图:
国内外废旧锂离子电池回收再利用行业短板 电解液的合理处置是行业的一个短板 已经实用化的废旧锂离子电池回收工艺过程中,鲜少提及含量较少且在循环过程中有消耗的电解液的变化与处理,大多数只考虑了有价金属的回收处理,对锂离子电池中环境影响危害最大的电解液的相关研究及合理处置相对薄弱; 另一方面,随着电解液的价格走高,如果可以从里面提取出电解质锂盐、溶剂将具有良好的经济价值。 电池材料回收工艺路线长、酸碱用量大是行业的另一个短板
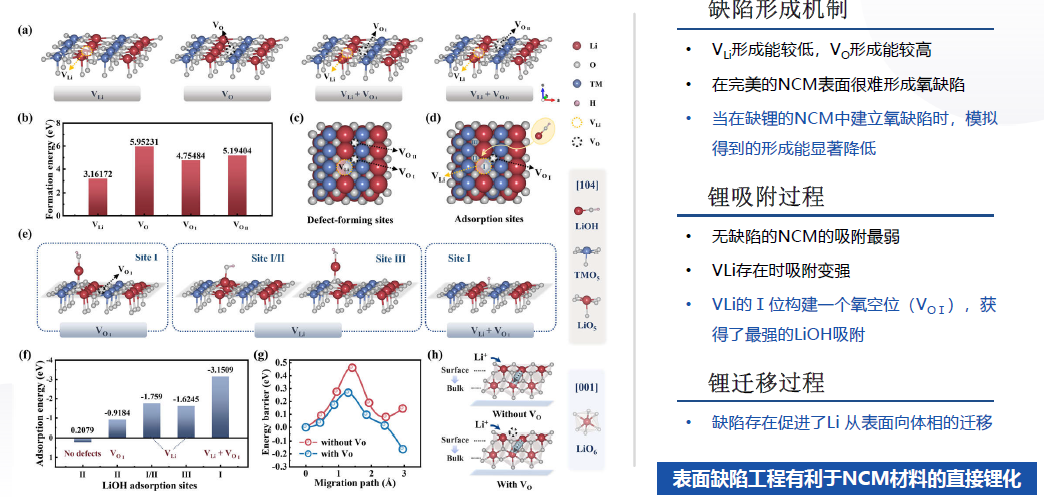
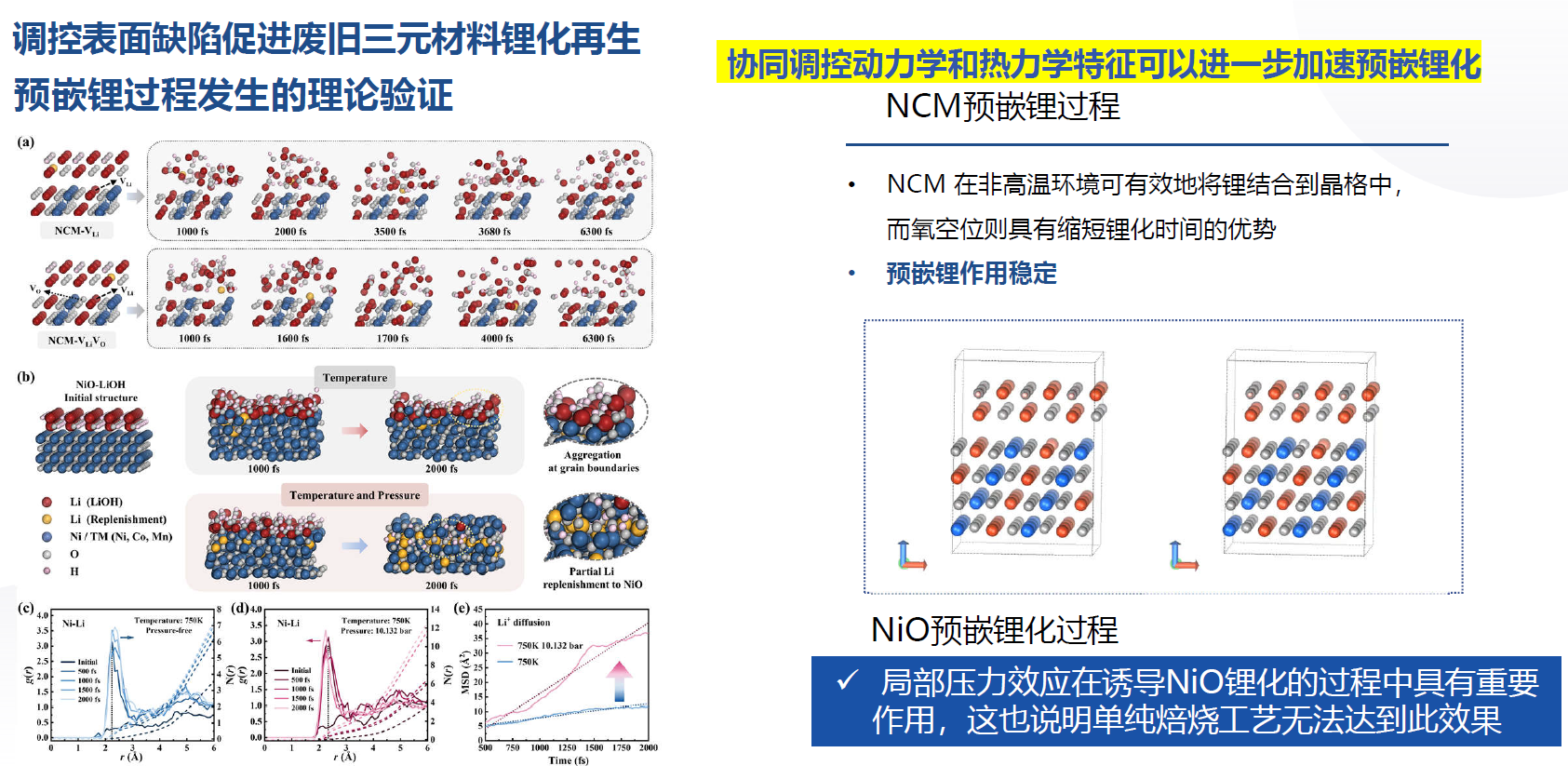
已经实用化的废旧锂离子电池回收工艺过程中,回收工艺路线长,特别长,酸碱用量大。 随后,戴长松教授介绍了其目前项目已经取得的成果,包括超临界CO2萃取技术,该技术选择性强(根据萃取物的极性,沸点及相对分子质量);可实现萃取与分离过程合二为一。 三元正极材料直接修复再生技术方面,戴教授认为,对于正极材料修复而言,如何有效促进锂补充,并且去除杂质是待解决的关键问题。 缺陷形成与锂源吸附及传输过程探讨
短时的局部热效应可以诱导存在缺陷的NCM快速发生拓扑预嵌锂
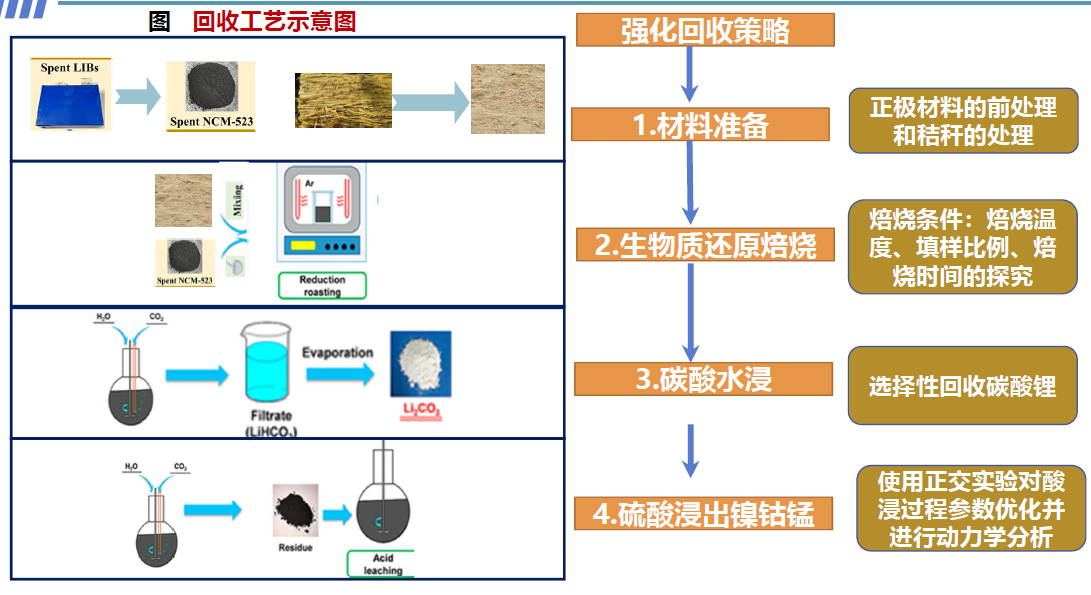
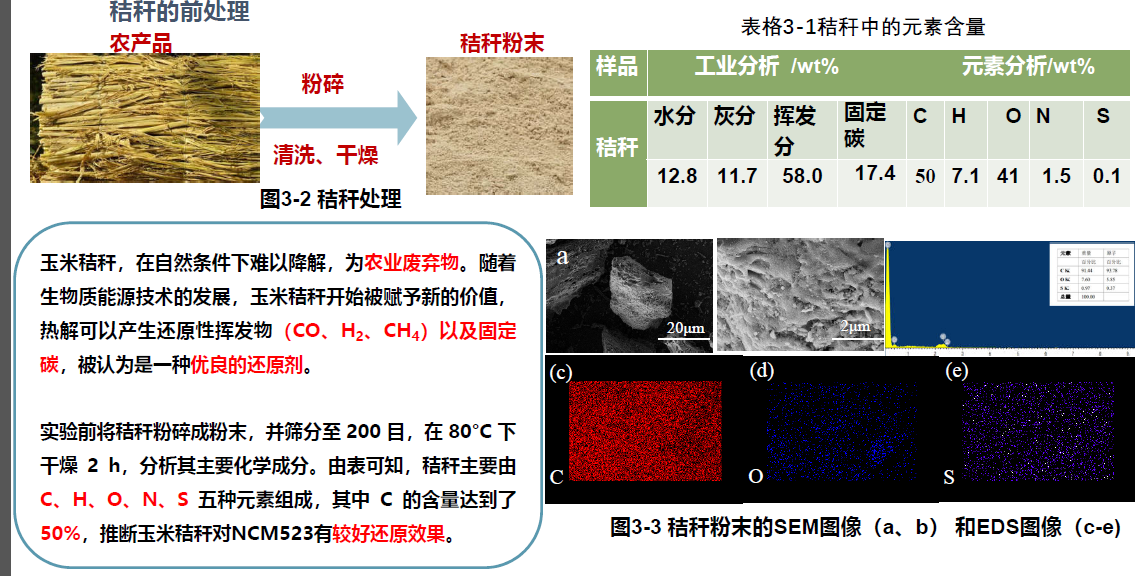
借助废弃生物质的废旧锂离子电池正极材料回收 3.1 采用豆渣作为绿色还原剂 523三元正极材料来自于汽车用动力电池 豆渣的来源及处理方法,学校食堂经过清洗、干燥之后豆渣绿色还原剂。 3.1 借助豆渣的废旧锂离子电池正极材料回收 经过废旧锂离子电池选择性回收锂的实验,通过焙烧温度、填样比例焙烧时间对Li浸出率的影响实验得出结论: Li的浸出率随焙烧温度的升高先升高后降低, 在700 ℃时达到最大浸出率93.08%。 Li的浸出率随填样比例的升高先升高后降低, 在1:0.3 时达到最大浸出率93.59%。 Li的浸出率随焙烧时间的升高先升高后降低,在40min 时达到最大浸出率93.78%。 3.2基于秸秆还原焙烧废旧NCM523回收锂和过渡金属
3.2 生物质秸秆与废旧NCM523材料的预处理工艺
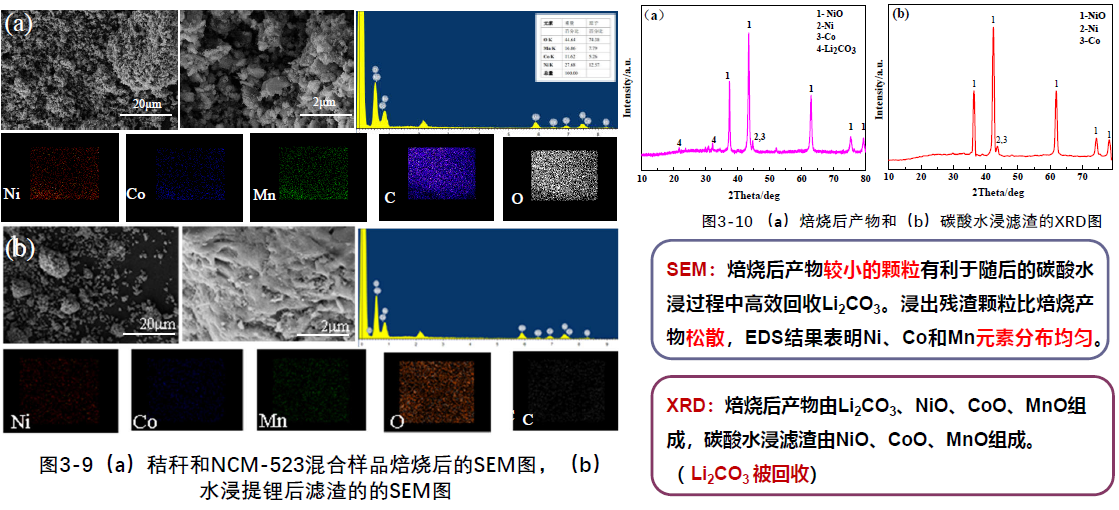
焙烧条件的优化(不同条件焙烧后产物的XRD分析) 经过对不同焙烧温度、填样比例、焙烧时间的焙烧后产物的XRD图的情况得出结论: 焙烧温度较低时,大多数过渡金属氧化物尚未完全反应,焙烧温度550 ℃时,主要产物为NiO、CoO、MnO和Li2CO3。 在低填样比例下,少量的还原气体将导致不完全还原。在高填样比例1:0.14下,产物主要为Ni、Co、MnO和Li2CO3。 焙烧时间较短时,大多数过渡金属氧化物尚未完全反应,还会有三元材料残留。 通过焙烧条件对锂浸出率的影响,在不同焙烧温度、填样比例、焙烧时间对Li浸出率的影响对比中可得出结论: 锂浸出率随焙烧温度升高而升高,在550℃时达到91.5%,在650 ℃时达到最大浸出率92.8%。 NCM523与秸秆的填样比例1:0.10时锂浸出率91.6%。增大至1:0.14时,浸出率为89.9%。 锂浸出率随焙烧时间变化不大,在100min时达到最大浸出率93%。 通过对比不同焙烧条件对镍、钴和锰浸出率的影响,得出结论: 各金属浸出率随焙烧温度升高而升高,在550 ℃时Ni、Co、Mn浸出率分别为97.6%、96.9%、95.5%。 秸秆用量对Ni、Co的浸出效率影响较小,而Mn的浸出效率受还原剂用量的影响较大。 各金属浸出率在60 min后随焙烧时间变化不大。 焙烧后和碳酸水浸提锂后产物的表征(SEM、XRD、EDS)
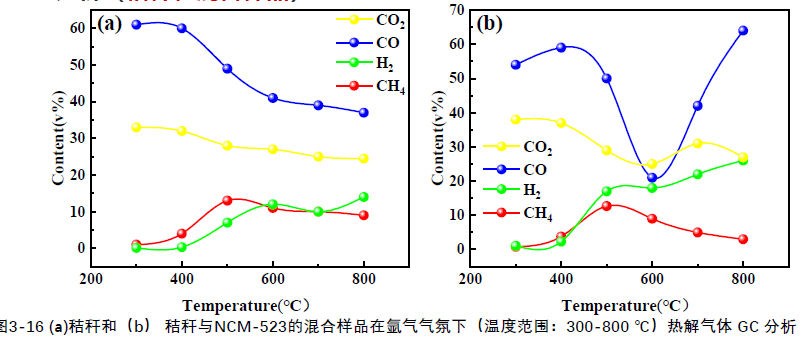
秸秆还原焙烧废NCM523材料过程的反应机制 经过热解气体GC 分析(秸秆和混合样品)得知:
►CO2 、CO、H2和CH4的主要释放温度分别为300 ~ 500℃、300 ~ 500℃、300 ~ 800℃和400 ~ 600℃。表明不同气体参与了焙烧过程中不同温度阶段的物相演变。CO 和H2在300 ~ 500℃参与还原,CH4 在500 ~ 600℃下参与还原反应。 ►图(b) H2 含量高于图(a) ,说明NCM 正极材料促进了秸秆热解制氢。 ►在300 ~ 700℃和400~ 800℃范围内,图(b)CO 和CH4 的浓度低于图(a) ,两种气体参与了还原焙烧。 ►700℃后,Li2CO3逐渐分解或蒸发,生物炭和生成的CO2反应生成CO(Boudouard反应C+CO2=2CO),从而使质量损失加快。 通过气体和生物质炭的协同还原机理得知,NCM-523的空间结构中存在许多氧八面体晶格,八面体晶格的中心元素是过渡金属或锂。 NCM-523与秸秆混合焙烧时在低温下就开始分解,随后与秸秆热解产生的还原气体和生物质炭发生一系列还原反应。 秸秆热解产物中的还原性气体,很容易被氧八面体晶格中的O吸引并与其反应,导致金属与O之间的共价键或离子键断裂,随后过渡金属和锂不断从八面体晶格中释放。 3.2 基于秸秆焙烧和提锂后产物的酸浸研究 焙烧产物中金属以CoO等低价氧化物形态存在,其还原特性使氧化还原电位显著降低,Co2+稳定域完全处于水的热力学窗口内,仅当pH>6时发生水解沉淀,这为无还原剂酸性浸出提供了理论依据。 热力学分析:室温条件下各浸出反应的吉布斯自由能均为负值,表明各金属溶出过程具有热力学自发性。 3.2 焙烧和提锂后产物的酸浸研究
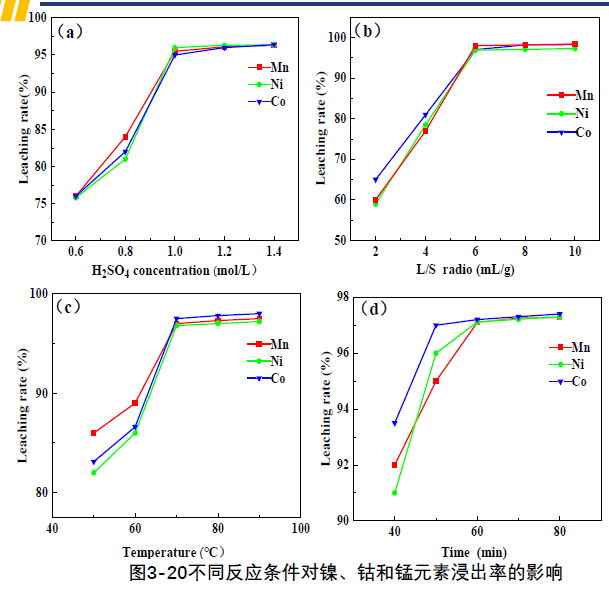
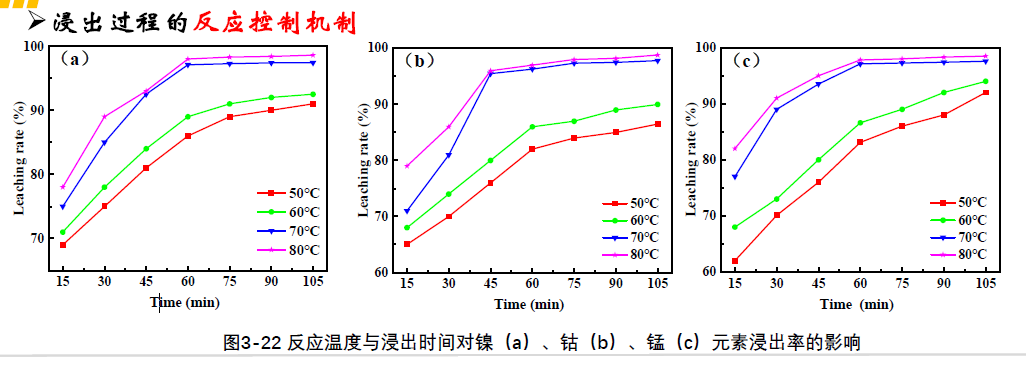
硫酸浓度、液固比、时间和温度工艺优化 • 1 mol/L硫酸即可较高效率地实现对Ni、Co、Mn元素的浸取; • 当液固比在6-10 mL/g 范围内,有价金属的浸出率都在95%以上。8 mL/g时,Ni、Co和Mn浸出率分别达97.6%、96.7%和96.6%。 • 当反应温度为在50°C ,浸出率能够达到较高的水平, 83%左右。温度升高10°C时,金属浸出率平均升高了4%左右。温度对浸出影响较小,与正交实验分析结果吻合。 • 金属的浸出率在40 min 即达到90%以上。当浸出时间为60 min 时,有价金属的浸出率超过95%。 3.2 焙烧提锂后产物的酸浸动力学研究
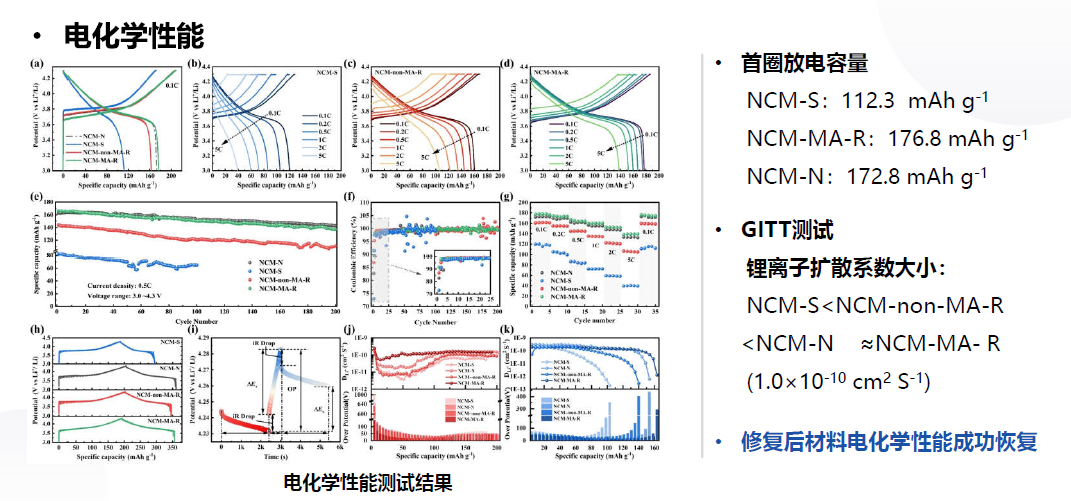
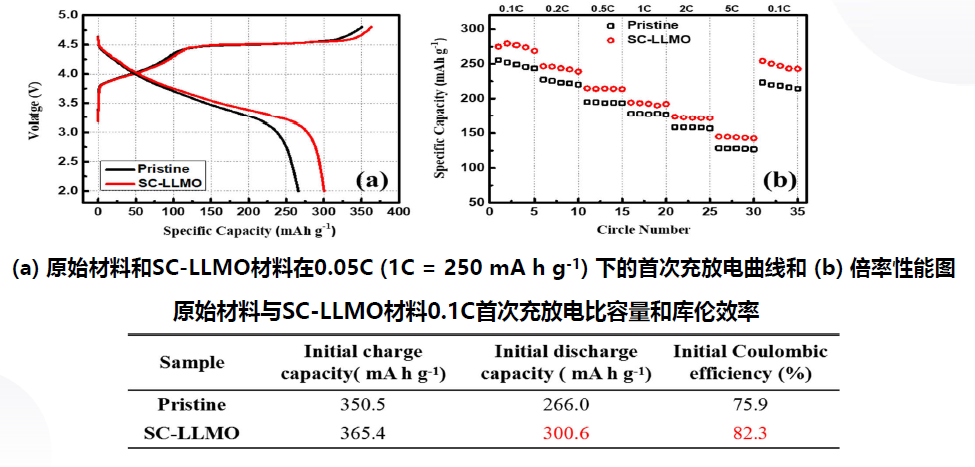
控制硫酸浓度1 mol/L、液固比8 mL/g 条件不变,考察反应温度(50-80°C) 和浸出时间(15-105 min)对焙烧产物中有价金属浸出率的影响并进行动力学研究,结果如图3-21 所示。 随着反应温度的提高和浸出时间的延⻓,三种有价金属的浸出率不断增大。另外,随着反应温度的提高,有价金属浸出率达到最大值所需要的浸出时间逐渐降低。当浸出时间超过60min 时,浸出率变化不大,这与上文图3-20(d)实验结果一致。 4. 后处理技术—— 采用超临界CO2 处理对再制备三元正极材料性能的改进 后处理设计思路:通过超临界CO2处理的方法对材料表面进行改性,提高材料的电化学性能。 4. 后处理技术—— 超临界工艺后处理的正极材料性能更优
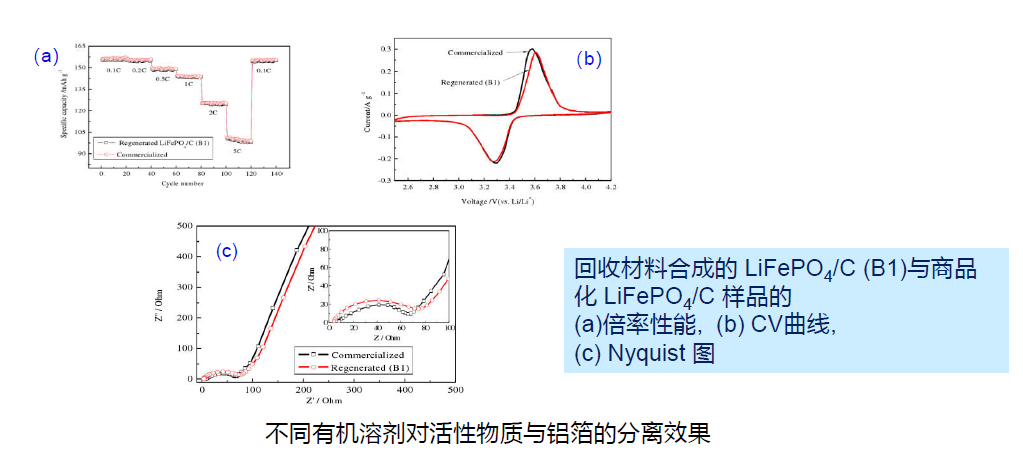
工艺流程:预放电→粉碎/开口→超临界萃取→溶解沉淀→再合成LiFePO4。 废旧LiFePO4动力锂离子电池回收及再利用研究
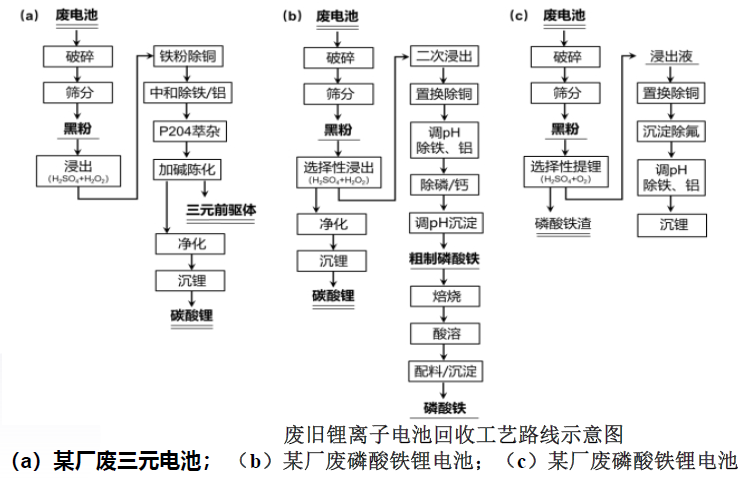
6. 形成的层状动力电池混合回收技术
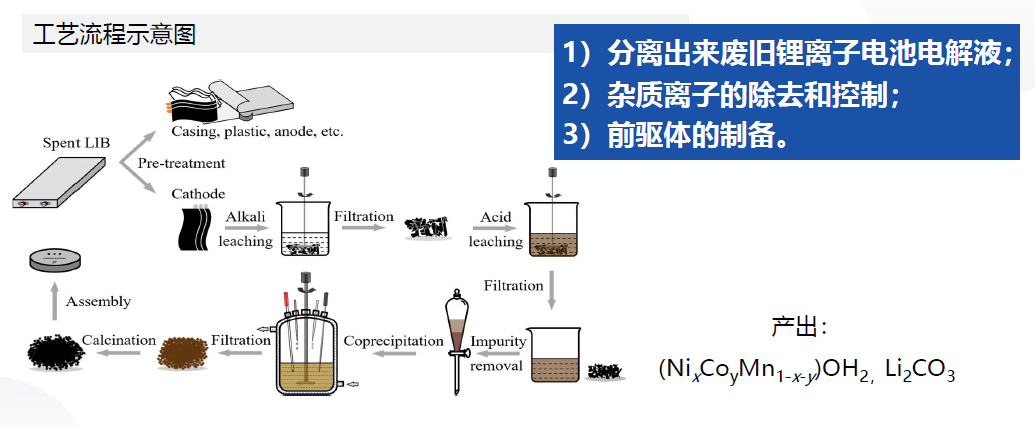
已形成四项、成套的回收再利用技术 1)废旧磷酸铁锂系动力锂离子电池的成套回收再利用技术,包括:电解液回收与分离,FePO4,Li2CO3 产出; 2) 废旧三元系动力锂离子电池的成套回收再利用技术,包括:电解液回收与分离,前驱体(NixCoyMn1-x-y) OH2,Li2CO3 产出; 3) 废旧三元锂离子电池的正极材料直接修复再生技术; 4) 废旧磷酸铁锂电池的正极材料直接修复再生技术。 产业化推广技术已形成了回收技术规范和技术标准的建议稿;已与上市公司骆驼集团和理士国际集团合作产业化应用;为政府提供政策建议报告。 结论 废旧锂离子电池电解液回收值得关注,特别是锂电池材料允许回流,如何做好技术保障。 借助机械化学活化的修复技术对颗粒形态的重建、化学成分和晶体结构的恢复,以及失效材料中杂质相的有利转化都有诱导和促进作用。 废弃生物质如豆渣和秸秆有利于提高锂的回收率,减少镍钴锰元素回收酸碱的用量。 》点击查看LBRI 2025SMM锂电回收产业年会专题报道 |


10月21日,在由上海有色网信息科技股份有限公司(SMM)主办的2025第十届亚太镍铬锰不

SMM 10月21日讯: 金属市场: 截至日间收盘,内盘基本金属普涨,沪锡以0.69%的涨幅领

10月21日,在由上海有色网信息科技股份有限公司(SMM)主办的2025第十届亚太镍铬锰不

在由SMM主办的2025SMM锂电池原材料大会上,中国化学与物理电源行业协会 原秘书长 刘彦

2025年,全球镍生铁产业在转型浪潮中承压前行。原材料成本剧烈波动、环保政策持续收紧

(原标题:又加仓) 昨日(10月20日),市场冲高回落,创业板指一度涨超3%。市场缩量

2025年,全球镍产业在变革中前行。市场经历了显著的波动,价格从高位回落,面对供需失

行情纵览 宏观产经 央视新闻:10月21日,在日本众议院首相指名选举第一

最新消息。据央视新闻,10月21日,在日本众议院首相指名选举第一轮投票中,自民党总裁

日本政坛迎来历史性时刻。10月21日,在日本众议院首相指名选举的第一轮投票中,自民党