|
在由SMM主办的LBRI2025SMM锂电回收产业年会-回收企业家高层论坛上,山东建景元新能源材料科技有限公司 总经理 温立勇围绕锂电回收行业“乘势破局・创新引领”的话题展开分享。
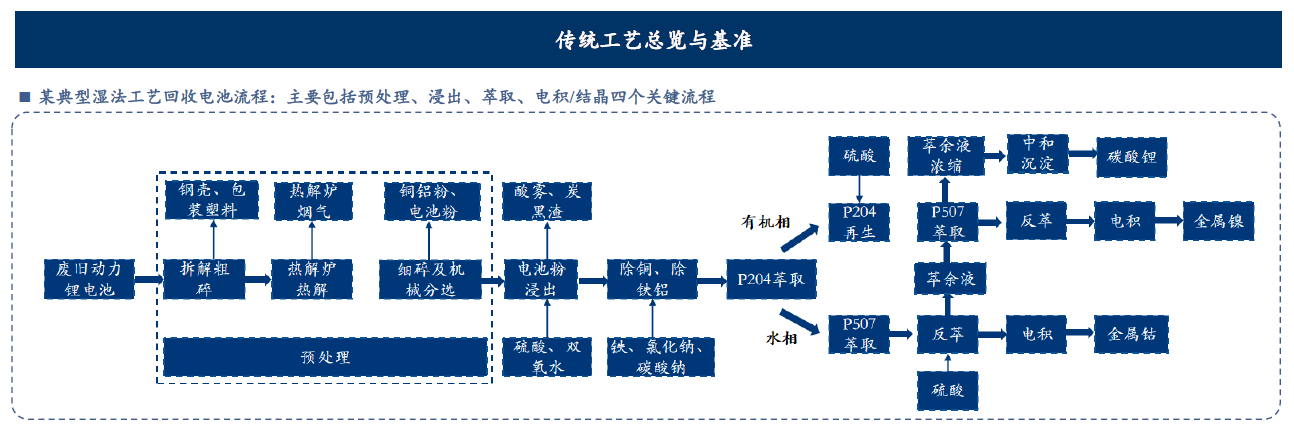
市场机会与挑战 市场机会分析:国内电池退役潮趋势叠加黑粉放开进口的增量空间 国内电池退役潮趋势 随着新能源汽车产业快速发展,动力电池报废量逐年递增,2025年开始逐步进入退役高峰,2030年退役电池和新能源汽车分别达到148.7GWh和298.91万辆,2025至2030年退役电池和退役新能源汽车年均复合增速分别达到37.64%和38.11%,动力电池回收市场发展空间较大。 黑粉放开进口的增量空间 生态环境部等六部门于2025 年6 月联合发布《关于规范锂离子电池用再生黑粉原料、再生钢铁原料进口管理有关事项的公告》,并于8 月1 日起正式实施。黑粉进出开放后,短期内将丰富原材料来源,增加中国黑粉市场供应量。 市场挑战分析:定价基准、成本控制与环保要求 定价基准与成本控制 电池回收行业面临定价基准难题,需以金属价格折扣率为基准,在有限利润空间内平衡辅料、折旧、水电及人工等综合成本,依赖持续创新维持竞争力。电池回收成本包括原材料成本、辅料、能源动力、环境治理、人工成本、折旧摊销等,其中原材料成本主要是指购置废旧电池的成本。 环保资质要求严格 环保合规性构成行业硬门槛,对废水、废气及废渣的处理标准严格,企业需投入大量资源满足环保要求,《新能源汽车废旧动力电池综合利用行业规范条件(2024年本)》于2024年12月16日发布,对电池综合利用提出明确要求。 传统工艺总览与基准
工业和信息化部发布的《新能源汽车废旧动力蓄电池综合利用行业规范条件(2019年本)》规定,再生锂、镍、钴的回收率不得低于85%、98%、98%。工艺废水循环利用率应达90%以上; 回收指标将成为电池回收后续工艺创新和突破的重要基准线。 山东建景元湿法工艺创新实践 浸出环节优化改善 行业痛点: 浸出成本较高:传统废旧三元锂电池的湿法回收工艺常采用H2SO4 + H2O2的还原浸出工艺,导致了大量酸和还原剂的消耗,从而辅料消耗多、能源消耗大、设备维护费用高昂增加了回收成本; 浸出率偏低:尽管湿法冶金技术在回收废旧锂电池有价金属方面具有优势,但部分工艺技术落后、反应条件控制不精准(如温度、pH值不稳定)往往导致浸出率偏低。 建景元优化方案: 1. 高温还原酸浸 采用高温浸出,自主设计高温浸出槽;减少还原剂用量约60%,降低浸出成本;除杂质碱耗较传统更低约20%。 2. 高效间歇式逆流浸出 自主设计浸出槽,采用不同浸出剂联合、多段浸出技术,有效解决了传统工艺中浸出成本高、浸出率低的问题,显著提升了浸出环节的效率。 萃取环节优化改善 行业痛点: 萃取损失大,杂质高:电池回收行业面临萃取环节过渡金属与锂分离耗时长、金属损失大等问题,同时黑粉浸出液中的铝、钙镁等杂质元素会影响镍钴锰的萃取分离效果; 建景元优化方案: 自研萃取箱高效分离:自主设计萃取箱图纸,采用高效分离萃取技术,减少萃取箱投资与萃取剂消耗量,有效降低运行成本。 其他工艺优化实践 废水处理能耗降低: 建景元通过冷冻结晶与MVR蒸发结晶结合,显著降低硫酸钠废水处理能耗,实现工艺废水零外排,大幅提升环保效益。 电积设备改良效果: 公司改良电积设备工艺,有效提高再生金属纯度,通过技术创新满足高标准的环保资质要求,增强市场竞争力。 山东建景元概况与合作共赢 公司概况 山东建景元新能源材料科技有限公司成立于2022年5月,由多名电池研发应用、回收、冶炼等领域顶尖专家创立,助力推进中国碳达峰碳中和进程,用实际行动化可能为可行; 公司专注于三元锂电池资源再生利用,主要产品包括金属镍、钴、硫酸镍、硫酸钴、碳酸锂、硫酸锰及元明粉等; 公司项目分两期建设,建成后年处理电池黑粉能力达4万吨,其中一期已投产,年处理能力为1.5万吨,具备较强的规模化处理能力。 合作交流期望方向 原材料采购合作: 与合作伙伴在原材料采购方面深入交流,共同探索稳定高效的供应链合作模式,提升资源整合能力。 产品销售&工艺合作: 在产品销售与工艺优化领域展开合作,通过市场协同,推动三元锂电池回收产业链的高质量发展。 》点击查看LBRI2025SMM锂电回收产业年会专题报道 |


1 小时前

1 小时前

1 小时前

1 小时前

1 小时前


红网时刻新闻10月23日综合(常德日报记者 胡秋菊 通讯员 李秋颢 文/图) 10月23日,常

近日,国务院国资委在京召开中央企业“十五五”规划工作座谈会,认真贯彻习近平总

行情纵览 宏观产经 商务部:经中美双方商定,中共中央政治局委员、国务

商务部新闻发言人就中美经贸磋商有关问题答记者问 有记者问:近日,何立峰副

深圳国资概念股,大幅异动!今日,在大盘调整的背景下,深圳国资概念股逆市走强,建科

针对荷兰安世半导体警告客户无法保证来自其中国工厂的芯片质量的消息,10月23日,安世

来源:红网 作者:董韧 毛雨浓 编辑:盛唐娟 本文为湖南频道原创文章,转载请附上

电驱动系统作为新能源汽车的“心脏”,其技术路径与供应链演变,直接关乎整车的性能、

今天(10月23日)是港珠澳大桥开通七周年,七年来,这座跨越伶仃洋的“世纪工程”不仅

商务部新闻发言人就中美经贸磋商有关问题答记者问。有记者问:近日,何立峰副总理与美




 电池回收企业技术工艺路径参差不齐、差异较大,比如湿法冶炼中浸出剂、萃取剂的选择,各种产品是否回收,以及回收顺序等,导致回收率差异;
电池回收企业技术工艺路径参差不齐、差异较大,比如湿法冶炼中浸出剂、萃取剂的选择,各种产品是否回收,以及回收顺序等,导致回收率差异;








